


Previous
Previous
4/29/22 GPS-RTK testing
Next
Next
4/26/22 Routing at Envision | Colin Szeto |
Some lessons learned using the Omino CNC router. The table is not planed. This means that there was not a drill bit that went through the entire sacrificial board and made it flat compared to the gantry. To counteract this be sure to alway home your z axis even if you homed in the opposite corner. There may be variations in the ball screws of the sacrificial board that the depth of the cut will not be the same. Tabs do not work because of the previously mentioned reasons | |
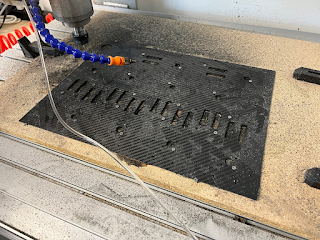
After the boreholes and the 2D adaptive cuts were made, all of the pieces were secured down with the small screws onto the board. This was done by stopping the progression of the g code, moving the gantry to access to screw down the parts. Then pressing “Run from here” the router moves back to the last line of g code and then after the start button is pressed again resumes moving through the g code. Note there is a coolant nozzle that mixes water and compressed air. This was effective in grounding most carbon fiber particulates during the bore moves. However the water was ineffective at grounding carbon fiber particulates during the contour when cutting out the plates. Use the shop vacuum to follow the bit and the coolant to remove excess particles and water. After 30+ minutes of routing the air compressor overheated. This was because the air compressor was contained within a noise shroud box. For long cuts keep the air compressor shroud open. | |
After the plates come out of the router there are some burrs and splinters that need to be sanded down. Recommended 150 grit. I used 180 grit that was available in the lab. | |
Parts after sanding down the edges. | |